3D 打印相关记录
材料相关
PLA高精度打印
在如何用FDM打印高质量手板模型这个视频中,给出了PLA材料的高质量打印参数。
高细物体在龙门架结构的打印机中表现不佳。给出的打印参数如下:
喷嘴温度:首层220°C,室温25°C下可设置为203°C
参数覆盖:
- 回抽长度:1.6mm
- 回抽时抬升Z轴:0.4mm
- Z轴抬升方式:螺旋
- 回抽速度:50mm/s
层高选项:0.12mm Fine@BBL A1
如果要高精度+快速,可以开启可变层高功能:
打印机设置:
- 挤出机:层高限制设为
[0.08,0.12]mm。 - 选中一个部件,选择切片软件上方可变层高菜单,选择自适应
- 挤出机:层高限制设为
质量:
- 接缝位置:背面,摆盘时把看不见的面摆到背面
- 高级:顶面单层 墙不使用
强度:
- 墙层数:3层
- 稀疏填充图案:螺旋体
- 稀疏填充密度:15%
速度:
- 加速度:外墙:1000mm/s^2
支撑:
- 开启支撑,树状自动
- 顶部Z距离:0.07mm
- 主体图案线距:1.2mm
- 顶部接触面层数:5层
- 支撑面图案:交叠的直线
- 顶部接触面线距:0.4mm
- 支撑独立层高:不勾选
毛绒表面
使用了 《电锯人》中的波奇塔 的模型,开启了毛绒表面。但是由于这种组合件的接触部分也会被识别为表面,所以需要在组合件的接触面增加一个修改器,将修改器的表面尽可能地去贴合组合件的表面,并针对该修改器对象关闭毛绒表面。这是我使用0.4mm层高打印出来的波奇塔~
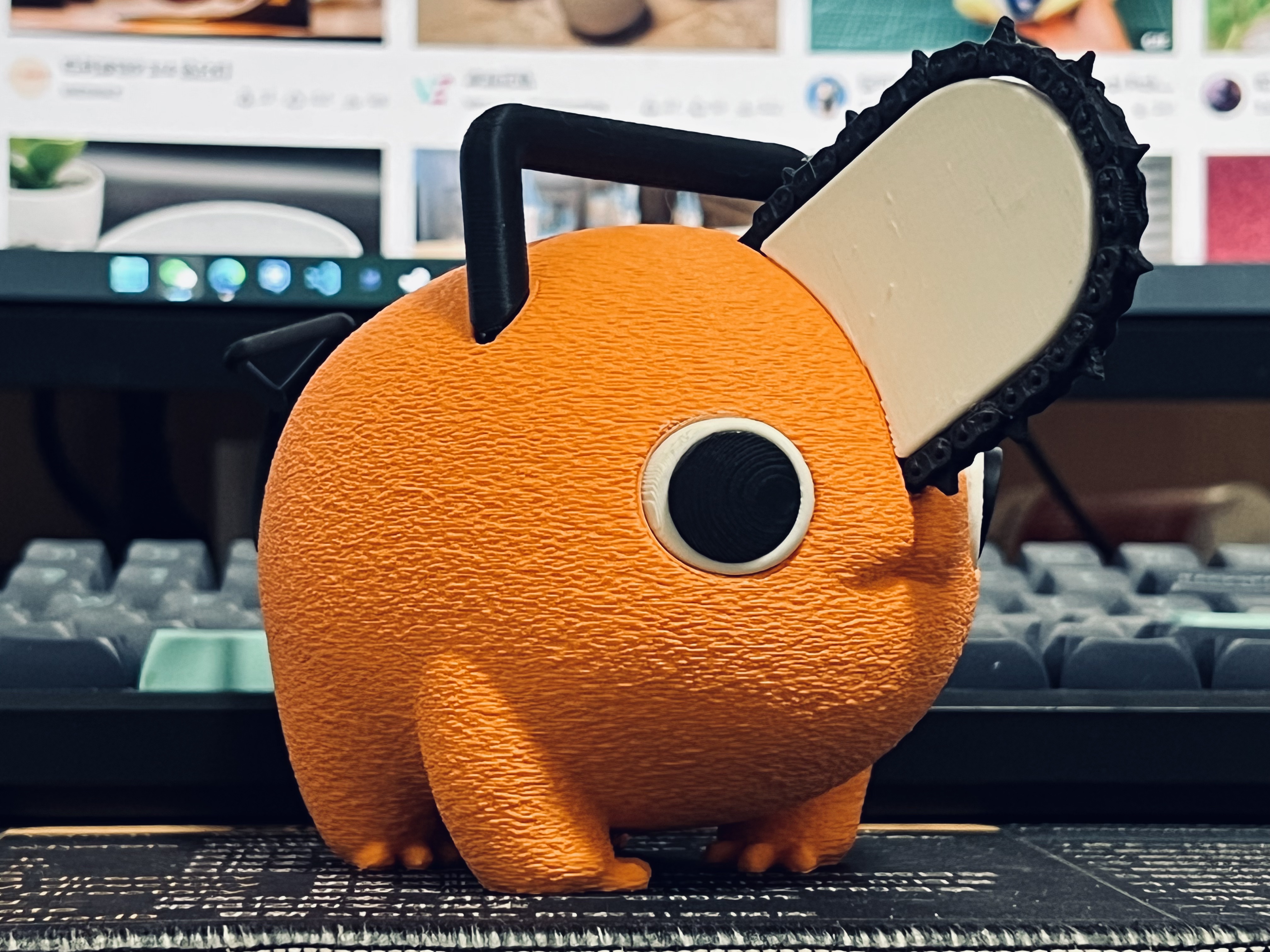
太可爱了,但是组合都还是差了一点。要么把比例缩小试一下,或许能解决这个问题。